
KG2530 4轴 精密复合加工机床
在高精度工件的快速夹头复合加工中发挥威力
・ 液气压精密工件
・ 光学机工件
・ 电子机器工件
・ 航空机械工件
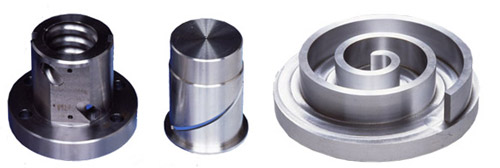
KY20涡旋盘加工
静涡盘
・涡旋盘加工
・标准棒的孔加工
・端面车削加工
・密封沟加工
・涡旋盘加工
・标准棒的孔加工
・端面车削加工
・密封沟加工
动涡轮背面
・搭接处加工
・键沟加工、以及去毛刺
・淬火轴部旋削加工
・搭接处加工
・键沟加工、以及去毛刺
・淬火轴部旋削加工
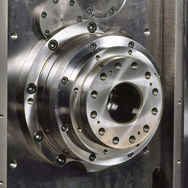
工件主轴台的上下进给的高精度定位,使高速回转成为可能的工件主轴等,随处体现了卡希富基公司在长年的滚齿机制造中培养的技术。
工件主轴由超精密径向止推滚珠轴承构成,特别注意动平衡。
工件主轴(C轴)内装备了光学刻度,确保了高度的分度精度。
床身的斜骨架构造更加提高了刚性,轨道部分使用中心V型窄导轨方式的低面压更加提高了运动性能,可以长期地进行微精度的加工。
另外,支柱相对于主轴台是对称构造,设计上热变位少。
工装主轴由超精密径向止推滚珠轴承构成,输送带驱动6,000~18,000min-1,内置的电机准备了30,000~75,000min-1多种类,实现了跳动1µm以内的高精度・低震动。
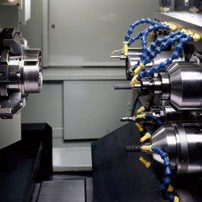
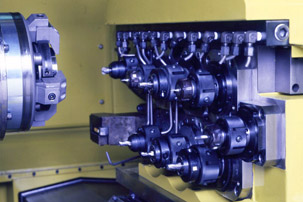
采用矩阵工装系统,可以搭载因加工目不同而不同的最合适的工装主轴。
对于ATC利用无工具交换误差,是高精度的工装系统。
另外,从工具到工具只是直线运动的定位,可以短时间完成。
从工具到工具的交换只需要短距离的定位,对进给机构没有过分的快速进给要求,也没有过分的加减速要求。因为不需要ATC,工具主轴不需要重复0~数万次。主轴电机比通常的要省能源(2.2~7.5kW),对工厂电源设备没有不必要的 负担。