
KSL25 心なし歯車ラッピング盤
短時間で両歯面の鏡面仕上げが可能 業界初の心なし歯車ラッピング盤
・ 噛み合い時の振動、騒音、伝達効率を重視するワーク
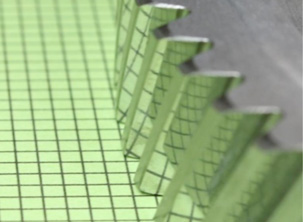
従来の仕上工法(シェービング、歯車研削、ホーニング等)では得られない高精度で滑らかな鏡面(歯面粗さRz0.3〜1μm)を得ることができます。鏡面歯面をもつ歯車は、許容接触応力が大きく、歯面強さが向上し、耐摩耗性、耐ピッチング性に優れます。また、噛み合い時の振動、騒音が少なく、噛み合いの伝達効率も向上することが分かっています。
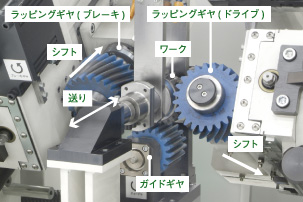
心なし歯車ラッピング盤(日本国特許No.4957985)は、ワークの着脱が容易で、加工中のワーククランプ装置や位相合わせ装置が不要です。ワークは左右2ヶのラッピングギヤの間に上から挿入して取り付けるだけで良く、下方のガイドギヤでワークを支持し、歯幅方向にすき間をもたせたナイロンパッドでワークを挟み込みます。この機械構造により、ワークの半径方向の動きが自由な心なし加工が可能です。
ホワイトアランダム遊離砥粒を含むラッピングオイルを上部より、ワークとラッピングギヤの噛み合い部に微小量滴下させながら、右側のラッピングギヤをドライブ側として回転させ、左側のラッピングギヤでブレーキをかけながら、ワークと共に連れ回り回転をさせてラッピングを行います。また、ワークを軸方向に歯幅より多少長い送り幅で複数回往復送りをかけます。ドライブ、ブレーキラッピングギヤは互いに反対歯面を同時に加工し、ラッピングギヤとワークの噛み合いを30°程度の大きな交差角とすることで、高速回転での短時間加工を実現しました。
ラッピングギヤは市販のMCナイロンを材料として、ホブ切りで容易に製作できます。MCナイロンは噛み合う相手が鋼材の場合、摩耗が非常に少なく、シフト機能により更に長期間の使用が可能です。また、機械構造もシンプルな為、従来のシェービング、歯車研削、ホーニングなどの歯車仕上工法と比較して、機械・工具の両面において低コストでの歯車仕上加工を実現しました。加工ワークが鋼材の場合、生材歯切り後、焼入れ後、ショットピーニング後、歯面仕上工程後のいずれにおいても、ラッピング工法により、更なる歯面粗さの向上が図れます。